Việt Nam
Việt Nam  Tiếng anh
Tiếng anh 
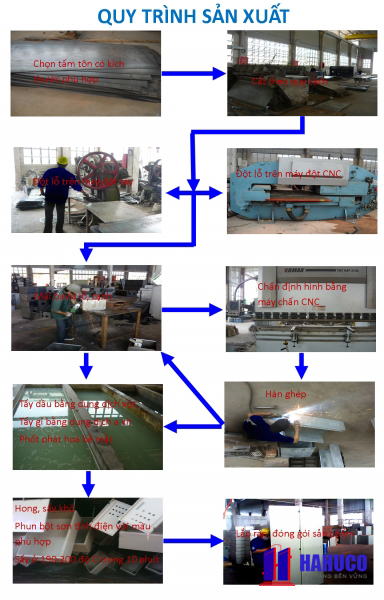
1. Select the plate with suitable size, cut to specifications => test
2. Hand Punching holes in the machine or the machine suddenly broke CNC => test
3. grinding, cleaning burrs => test
4. Got shaping => test
5. South graft and sanitary welds (if any) => check
6. Degreasing with a solution of caustic soda => test
7. pickling acid solution => test
8. Shaping the surface with chemicals dedicated => test
9. Phosphates surfaces => test
10. Wash water, dried => test
11. Spray Powder Coatings color matching => test
12. Drying temperature for 10 minutes 190-200oC
13. Check the product after painting
14. Assembling, packaging, finishing last test before storing
Note:![]()
2. Hand Punching holes in the machine or the machine suddenly broke CNC => test
3. grinding, cleaning burrs => test
4. Got shaping => test
5. South graft and sanitary welds (if any) => check
6. Degreasing with a solution of caustic soda => test
7. pickling acid solution => test
8. Shaping the surface with chemicals dedicated => test
9. Phosphates surfaces => test
10. Wash water, dried => test
11. Spray Powder Coatings color matching => test
12. Drying temperature for 10 minutes 190-200oC
13. Check the product after painting
14. Assembling, packaging, finishing last test before storing
Note:
- For product is galvanized or stainless steel sheet: no use of the stages 7-12,
- For corrugated galvanized products through welding, the welding seams stage is treated with cold zinc paint
- For hot-dip galvanized products: do not use the 11 stages, 12 stages instead of zinc.